
After reading this article you will learn about line balancing and its methods.
Line Balancing:
Line balancing means balancing the line, for example balancing the production line or an assembly line. Suppose there are three machines (work stations) A, B and C, which can process 5, 10 and 15 pieces per unit time respectively and the pieces flow from A to B to C (precedence constraint). Since A has minimum capacity, i.e., of processing only 5 pieces per unit time naturally, work station (or machine) B will remain idle for 50% of its time and machine C for 66.66% of its time.
It shows that the line is unbalanced. One way to partially balance the line is to have 3 machines of type, 2 of type B with every machine of type C. Another approach to balance the line will be to give some other task to machines B and C so that they do not remain idle. The main objective of line balancing is to distribute tasks evenly over the work stations so that idle time of men and machines is minimized.
Line balancing aims at grouping the facilities (or tasks) and workers in an efficient pattern in order to obtain an optimum or most promising balance of the capacities and flow of the production on assembly processes. Tasks are grouped so that their total time is preferably equal to or a little lesser than the time available at each work station-this reduces the idle time.
ADVERTISEMENTS:
For solving line balancing problems a number of methods are available, for example Heuristic, linear programming model, dynamic programming and comsoal (a computer method for sequencing operations for assembly lines).
For intermittent flow system normally heuristic methods are preferred. They are simple and involve less time and money. They provide most likely solution. Heuristic methods are also preferred where problem is so complex that better solutions are almost impossible to obtain. For continuous flow involving high volume production one may go for linear or dynamic programming methods which though are more costly and time consuming (even on the fastest computers) but yield optimum solutions.
Methods of Line Balancing:
1. Heuristic Method of Line Balancing:
The heuristic method involves drawing a precedence diagram in a particular way which indicates the flexibility available for transferring tasks laterally from one column to another to arrive at the most promising balance. Heuristic approach produced very good results when Wester and Kilbridge applied it to T.V. assembly line problems (with 133 steps).
ADVERTISEMENTS:
The heuristic approach involves following procedural steps:
(1) Identity the work (job).
(2) Break down the work into elemental tasks or steps. For example drilling a hole is a step or elemental task.
(3) List the various steps as under (An example).
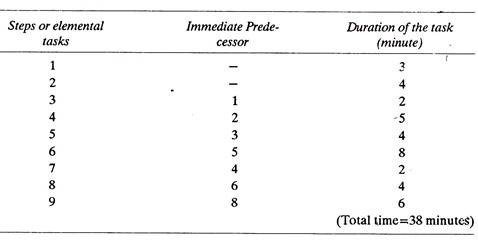
(4) Sketch the precedence diagram and mark the task duration.

(5) Assume (for this problem) that the maximum time available at any work station is 10 minutes. In other words, cycle time is given as 10 minutes. The total duration of all the tasks is 38 minutes which means the minimum number of stations required are 38/10 say 4. The maximum number of stations may be equal to as many as the number of tasks or steps, i.e., nine. It will be tried to achieve the balance with 4 stations.
(6) There are two basic concepts of assigning tasks to stations.
ADVERTISEMENTS:
(a) Permutability of tasks:
It means that any number of tasks or steps of a column can be combined to make up their total time closer to cycle time, provided their total time does not exceed the cycle time; (i.e., time available at a work station). Tasks of even different columns can be combined, provided the precedence constraint is maintained. Analysis is carried out column by column and one can move to next column only after the tasks in the previous column have been assigned to a station.
(b) Lateral transferability of the tasks:
For making total time of tasks equal to cycle time, tasks or steps may be shifted laterally provided the precedence relationships are maintained.
ADVERTISEMENTS:
Using the above two concepts and with a purpose to minimize idle time at a station, Fig. 4.21 is modified as Fig. 4.22 in which, tasks 1, 2 and 3 have been grouped and assigned station A, task 4 has been transferred laterally from column II to column III and has been grouped with task 5, thus occupying station B (S-B). Similarly tasks 6 and 7, 8 and 9 have been grouped and placed at stations C and D respectively. Thus all the nine steps have been distributed to four stations.
Each of the three Stations A, B and D are idle for 1 minutes (10-9) whereas station C has no idle time (10-10).

2. Linear Programming Method of Line Balancing:
ADVERTISEMENTS:
Assume that a job is broken down into 6 elemental tasks and the total duration of all such tasks is 28 minutes. The cycle time, i.e., the length of time that the work piece is available at each work station is 10 minutes. Thus the minimum number of stations required are 28/10 say 3 and the maximum number of work stations may be 6, i.e., equal to the number of tasks involved.
The problem now reduces, to find out the exact number of work stations needed and which tasks will be assigned to which station. Figure 4.23 shows the precedence diagram.

Three types of constraints equations namely cycle time constraint, step or task constraint and precedence constraints, will be formulated to solve the problem.
ADVERTISEMENTS:
Assume:
i represents the ith task or step where I can be 1,2,3,4 …………N,N is the maximum number of steps or tasks (6 in this case).
j means the jth work station where j can be 1, 2,3, WSmax WSmax being the maximum number of work stations,
ti is the time required to finish the ith task,
and the decision variable xij is equal to 1 if the task i is assigned to station j and is equal to zero if the task i is assigned to a work station other than j.
a. Cycle Time Constraints:
ADVERTISEMENTS:
Cycle time constraints restrict the number of tasks which can be assigned to a work station. In no case the total duration of tasks assigned to a station should go beyond the cycle time(c). Mathematically
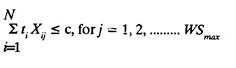
When applied to the present example, it becomes
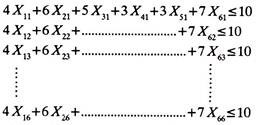
b. Task Constraints:
Task or step constraints make certain that a task is assigned to one station only.
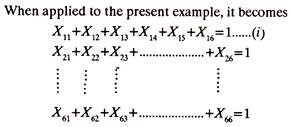
The first (i) of the above equations shows that task 1 is assigned to only one of the possible six stations and a similar sense is conveyed by other equations.
c. Precedence Constraints:
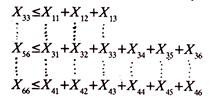
Referring to precedence diagram (See Fig. 4.23), step or task 3 follows task 1, thus X31≤ X11……(a). If task 1 is assigned to work station 1, then decision variable X11, = 1 (explained earlier) and if task 3 is not given to work station 1 then X31= 0. Since 0 ≤ 1, (a) above is permitted.
Other precedence relationships can be written as:
![]()
It indicates that task 3 can be given to station 2 only after (its predecessor, i.e.) task 1 has been assigned to either station 1 or station 2.
ADVERTISEMENTS:
Similarly,
Objective Function:
The aim of the objective function is to push the last tasks or steps into earlier work stations in order to reduce the number of work stations from 6 to 3 (previously calculated). This can be achieved by specifying the objective function as follows [equation (ii)] where the assignment of final tasks (i.e., 5 and 6) to last few stations has been made much more costly than their assignment to earlier station. Tasks 5 and 6 are pushed into comparatively earlier work stations and last three works, stations (i.e., 4, 5 and 6) have been considered for the purpose.
![]()
X54 means, task 5 has been kept at work station 4.
ADVERTISEMENTS:
X 55 means, task 5 has been kept at work station 5.
X 56 means, task 5 has been kepi at work station 6.
It can be inferred from equation (ii) that (arbitrarily) the cost of keeping task 5 at work station 6 is 10 times the cost of keeping the same at work station 5 and 100 times of the cost of keeping the same (i.e., task 5) at work station 4 and similar is the case for task 6.
The constraint equations given above are required to solve the problem for perfect balance and an integer programming formulation is used for the solution.