
After reading this article you will learn about the process and machine capabilities.
Process Capabilities:
A process capability study is a determination of the total spread of the process as determined by measuring the product produced under controlled conditions.
The process capability is independent of the specification but is determined by:
(i) The condition of the machine,
ADVERTISEMENTS:
(ii) Operator skill,
(iii) Tooling,
(iv) Type of operation, and
(v) Raw materials used.
ADVERTISEMENTS:
The chance variables in a manufacturing process generate what is known as the process capability that variation in product quality that is created by the manufacturing process.
Concept of Process Capabilities:
Every process has an inherent variability which can be evaluated by determining its standard deviation (σ) on the basis of a series of individual measurements for the quality characteristic under consideration. A controlled process can be expected to produce individual parts with measurements spread over a band 6σ units wide (i.e., 3σ limits).
For example, if a milling operation had a σ of 0.02 mm, the total spread for the process would be 6 x 0.02 = 0.12 mm. We would expect the thickest piece to be about 0.12 mm thicker than the thinnest one. If the process is going to be capable of meeting the specification tolerance, the specified tolerance must be at least as great as at ± 0.06 mm (a total spread of 0.12 mm), but for practical purposes should be ± 0.085 (a total spread of 0.17 mm) to allow for variations in set-up and tool wear.
Use of Process Capabilities:
The process capability or machine operating accuracy studies have been used to assure proper maintenance of machines. They have also been used as a basis for equipment replacement programs. The expense of a new, high-cost machine was saved for one company when it was shown that the old machine had operating accuracy to meet specification requirements.
ADVERTISEMENTS:
Process capability analysis can involve a variety of techniques suitable for different problems. The simplest of all is to take a sample of consecutive pieces from a process, measure the characteristic under study, and plot the individual measurements in chronological order on a chart containing the tolerance limits.
A complete analysis of process capabilities consists of five elements:
1. The specification tolerance.
ADVERTISEMENTS:
2. The determination of whether the process average is centered midway between the tolerance limits.
3. Measurement of the inherent (piece to piece) variability of the process.
4. Measurement of the actual variability over a period of time.
5. Causes of the difference between inherent and actual variability.
ADVERTISEMENTS:
An effective way of making the analysis is by means of a control chart and a frequency distribution. A number of samples are taken over a period of time. Each sample consists of consecutively made pieces (to use as a basis for measuring piece-to-piece variability).
The analysis proceeds:
(a) Calculate the average X̅ and range R of each sample.
(b) Calculate the grand averaged X̅. This measures the centering (aim) of the process.
ADVERTISEMENTS:
(c) Calculate control limits and plot average and range control charts (refer Fig. 8.10). This measures the stability of the process i.e., the extent to which it changes with time.

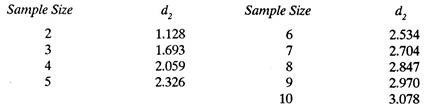
(d) Calculate process capability as ± 3σ based on the within sample variation. This measures the piece-to-piece variability of the process. Its value is 3 R̅/d2 (where o = R̅/d2).
(e) Record all the individual values into a frequency distribution and histogram.
ADVERTISEMENTS:
(f) Calculate the actual variability or spread as ±3σ of the total data in the frequency distribution. Refer Fig. 8.10(a). Note that the control limits on sample averages are narrower than the tolerance limits on individual values because averages vary less than individuals. If the process is found to be stable, the spread (6σ) and capability will be approximately equal. If the process is unstable, the spread will be greater than the capability. If the capability (piece-to-piece variation) is within tolerance limits, then finding and eliminating the causes of the out-of-control points will remove the time-to-time variability, reduce the spread and solve the problem.
If the capability is outside the tolerance limits [Fig. 8.10(d)] then only a basic process change or widening the tolerances will completely solve the problem. Thus the combination of control charts of average and range, plot of individuals and histograms have complemented each other in the diagnosis of causes and remedies. In all cases the process is the combination of machine, material, method and operator. All these contribute to the final variation in the product.
Machine Capabilities:
Machines are generally designed to do something: develop linear or rotary motion, cut metal, govern speed etc. But repeated runs do not always give exactly the same results. The width of the band of such inherent variation is the important factor that determines the success of the working product. Machine capabilities change with time, and because the change can take place in a relatively short time period, this possibility should be constantly in the mind of the engineer.
Affecting machine capability, sometimes to a marked degree, are such things as machine wear, tool wear, lubrication and coolant conditions, the operators, and the machinability of the material. Hence the machine capability determined at one time may or may not be an indication later on of the inherent ability to hold to a tolerance. It generally is not too difficult to determine the change(s) to bring about a marked reduction in the supposedly inherent variation of a machine’s results.
The best an engineer can do in this direction is to reduce, by technical changes, the largest components of variation until these three are about equal, within-unit, unit-to-unit, and time-to-time. Any further improvement in machine capability would involve a major change in machine design or operating principle. Before selecting and buying a machine, one should know whether the machine he is specifying is adequate to hold the design tolerance (assuming normal operation and maintenance of the process).
Methods Use to Determine Machine Capabilities:
ADVERTISEMENTS:
Several methods are in use for determining machine capability:
1. Try out of product as made by the machine in actual use.
2. Measurement (i.e., testing) of the machine itself as in case of machine tools.
3. Measurement of the product (turned out by the machine) against the product tolerances.
4. Measurement of the process capability of the machine in terms of 6o of its product.