
After reading this article you will learn about:- 1. Objectives of Plant Maintenance 2. Importance of Plant Maintenance 3. Types 4. Schedule 5. Standard Data 6. Some Recent Developments.
Objectives of Plant Maintenance:
(i) The objective of plant maintenance is to achieve minimum breakdown and to keep the plant in good working condition at the lowest possible cost.
(ii) Machines and other facilities should be kept in such a condition which permits them to be used at their optimum (profit making) capacity without any interruption or hindrance.
(iii) Maintenance division of the factory ensures the availability of the machines, buildings and services required by other sections of the factory for the performance of their functions at optimum return on investment whether this investment be in material, machinery or personnel.
Importance of Plant Maintenance:
(i) The importance of plant maintenance varies with the type of plant and its production.
(ii) Equipment breakdown leads to an inevitable loss of production.
a. If a piece of equipment goes out of order in a flow production factory, the whole line will soon come to a halt. Other production lines may also stop unless the initial fault is cleared.
b. This results in an immediate loss in productivity and a diminution of several thousand rupees per hour of output.
(iii) An un-properly maintained or neglected plant will sooner or later require expensive and frequent repairs, because with the passage of time all machines or other facilities (such as transportation facilities), buildings, etc., wear out and need to be maintained to function properly.
(iv) Plant maintenance plays a prominent role in production management because plant breakdown creates problems such as:
a. Loss in production time.
b. Rescheduling of production.
c. Spoilt materials (because sudden stoppage of process damages in-process materials).
d. Failure to recover overheads (because of loss in production hours).
e. Need for over-time.
f. Need for subcontracting work.
g. Temporary work shortages-workers require alternative work.
Types of Plant Maintenance:
Maintenance may be classified into following categories:
(a) Corrective or breakdown maintenance,
(b) Scheduled maintenance,
(c) Preventive maintenance, and
(d) Predictive maintenance.
(a) Corrective or Breakdown Maintenance:
Corrective or breakdown maintenance implies that repairs are made after the equipment is out of order and it cannot perform its normal function any longer, e.g., an electric motor will not start, a belt is broken, etc. Under such conditions, production department calls on the maintenance department to rectify the defect. The maintenance department checks into the difficulty and makes the necessary repairs. After removing the fault, maintenance engineers do not attend the equipment again until another failure or breakdown occurs.
This type of maintenance may be quite justified in small factories which:
(i) Are indifferent to the benefits of scheduling;
(ii) Do not feel a financial justification for scheduling techniques; and
(iii) Get seldom (temporary or permanent) demand in excess of normal operating capacity.
In many factories make-and-mend is the rule rather than the exception. Breakdown maintenance practice is economical for those (non-critical) equipment whose down-time and repair costs are less this way than with any other type of maintenance. Breakdown type of maintenance involves little administrative work, few records and a comparative small staff. There is no planned interference with production programmes-.
Typical Causes of Equipment Breakdown:
(i) Failure to replace worn out parts.
(ii) Lack of lubrication.
(iii) Neglected cooling system.
(iv) Indifference towards minor faults.
(v) External factors (such as too low or too high line voltage, wrong fuel, etc.)
(vi) Indifference towards -equipment vibrations, unusual sounds coming out of the rotating machinery, equipment getting too much heated up, etc.
Disadvantages of Breakdown Maintenance:
(i) Breakdowns generally occur at inopportunate times. This leads to poor, hurried maintenance and excessive delays in production.
(ii) Reduction of output.
(iii) Faster plant deterioration.
(iv) Increased chances of accidents and less safety to both workers and machines.
(v) More spoilt material.
(vi) Direct loss of profit.
(vii) Breakdown maintenance practice cannot be employed for those plant items which are regulated by statutory provisions, for example cranes, lifts, hoists and pressure vessels.
(b) Scheduled Maintenance:
Scheduled maintenance is a stich-in-time procedure aimed at avoiding breakdowns. Breakdowns can be dangerous to life and as far as possible should be minimized. Scheduled maintenance practice incorporates (in it), inspection, lubrication, repair and overhaul of certain equipment which if neglected can result in breakdown.
Inspection, lubrication, servicing, etc., of these equipment are included in the predetermined schedule. Scheduled maintenance practice is generally followed for overhauling of machines, cleaning of water and other tanks, white-washing of buildings, etc.
(c) Preventive Maintenance:
A system of scheduled, planned or preventive maintenance tries to minimize the problems of breakdown maintenance. It is a stich-in-time procedure. It locates weak spots (such as bearing surfaces, parts under excessive vibrations, etc.) in all equipment, provides them regular inspection and minor repairs thereby reducing the danger of unanticipated breakdown. The underlying principle of preventive maintenance is that prevention is better than cure.
Preventive Maintenance (or PM) Involves:
(a) Periodic inspection of equipment and machinery to uncover conditions that lead to production breakdown and harmful depreciation.
(b) Upkeep of plant equipment to correct such conditions while they are still in a minor stage.
Preventive maintenance is practised to some extent in about 75% of all manufacturing companies, but every preventive maintenance programme is tailored as per the requirements of each company. The key to all good preventive maintenance programmes, however, is inspection. Help can be taken of suitable statistical techniques in order to find how often to inspect.
Objectives of PM:
(i) To minimize the possibility of unanticipated production interruption or major breakdown by locating or uncovering any condition which may lead to it.
(ii) To make plant equipment and machinery always available and ready for use.
(iii) To maintain the value of equipment and machinery by periodic inspections, repairs, overhauls, etc.
(iv) To maintain the optimum productive efficiency of the plant equipment and machinery.
(v) To maintain the operational accuracy of the plant equipment.
(vi) To reduce the work content of maintenance jobs.
(vii) To achieve maximum production at minimum repair cost.
(viii) To ensure safety of life and limbs of the workmen.
Elements (or Procedure) of Preventive Maintenance:
(i) There is no ready-made, on-the-shelf, preventive maintenance programme for any industry. It must be tailor-made-measured and cut to fit the requirements of individual industry or plant; this is because all industries differ in size, age, location, machinery, resources, layout, and construction.
(ii) A well-conceived preventive maintenance programme contains the following elements, features or steps:
1. Who should do PM?
Preventive maintenance may be taken care by:
(a) Production department.
(b) Maintenance department.
(c) A separate division of inspectors, crafts and supervisors.
The choice depends upon, again, the conditions (such as size, age, location, machinery, etc.) of the plant. However, a perfect coordination between production department and PM personnel is highly essential for the success of the preventive maintenance practice, because PM personnel can carry out (preventive) maintenance only when production department releases the machinery for the same. For this reason, certain industries keep PM under production department. But as the work load of PM increases, PM is transferred either to maintenance department or to a separate division of inspectors, crafts and supervisors.
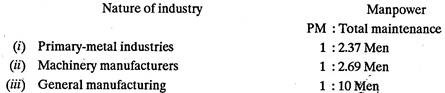
Approximate size of preventive maintenance force:
2. Where to start PM?
One should not apply PM to the entire plant at once. PM programme should be built up in pieces; when one piece is finished, start the next. It is better to tackle one section (or department) at a time or one type of machinery over the entire plant. The entire PM programme hangs on inspections and their related duties of adjustments and repairs.
3. What to inspect in PM?
Preventive maintenance is costly, therefore one should strike a favourable balance between this cost and the cost of not utilizing PM. Application of PM to all the items in a plant may be uneconomical. In almost all industries, there are certain key items which are more essential for continuing the production than others. In other words, a breakdown of key items would seriously interrupt production and badly affect production schedule, etc.
A few examples of key-items are as follows:
(i) Material handling equipment such as cranes, lifts, conveyors, hoists, trucks, etc.
(ii) Safety equipment such as vacuum and pressure relief valves, flame and flashback arresters, fire extinguishers; safety alarms, etc.
(iii) Process equipment such as furnaces, compressors, pumps, boosters, motors, pipings, etc.
(iv) Special purpose—unique equipment and machines.
(v) Water, air and fuel lines.
4. What to inspect for?
After listing the equipment requiring PM, the next step is to decide-what physical parts of each piece of equipment need attention. These parts can be identified by the craftsmen and supervisors who maintain these equipment; they, by their experience, know the items liable to wear or equipment maladjustments taking place under normal conditions. Another guide in this matter can be the service manual issued by the equipment manufacturer. After making the list of machines and their parts needing PM, i.e., their inspection points, one’ makes, a CHECK-LIST to ensure that no inspection point has missed.
5. How often to inspect-frequency?
The decision-how often to inspect is made,
(i) In the light of past experience. For example, if annual inspection keeps a key-item in perfect running condition, one may not think of inspecting the same every six months. However, one may try to see if the same key-item will work well if instead annually is inspected after every 18 months.
(ii) Also, on the basis of costs and savings of the PM programme. If the cost of PM is greater than the savings, one may go for reducing the frequency of inspections.
The exception is safety standards-they must always take precedence over financial considerations.
Over-inspection is needless expensive and may involve more productive downtime than an emergency breakdown. Under-inspection results in (frequent and) more breakdowns and earlier replacements. A good balance between the two is very essential to bring optimum saving.
Frequency of inspections may be decided depending upon the following equipment conditions:
(i) Severity of service and hours of operation, i.e., whether an equipment runs in one shift, two shifts or for all the 24 hours.
(ii) Age, condition and value of the equipment.
(iii) Safety requirements and health hazards (associated with equipment breakdown).
(iv) Exposure (of equipment) to dirt, friction, fatigue, stresses, corrosion, i.e., the susceptibility (of the equipment) to wear.
(v) Exposure to vibrations, overloading etc., i.e., susceptibility (of the equipment) to damage.
(vi) Susceptibility to lose adjustments and the effect of misalignments in the equipment on production jobs.
6. When to inspect—schedules?
Scheduling involves determining calendar inspection dates that will fulfill the frequency requirements in the most efficient way. In setting up schedules one must ensure to keep production going at lowest overall cost. Schedules should be set in consultation with production department and as per the production needs, as far as possible.
PM inspection and service functions can be classified into three following groups:
(i) Routine up-keep, i.e., adjustment, lubrication and cleaning of equipment.
(ii) Periodic inspections, i.e., visual inspections, tear down inspections, overhauls, scheduled replacement of parts, etc.
(iii) Contingent work, e.g., inspection of oil burners while relining a furnace.
Routine upkeep or periodic inspections may be scheduled as follows:
(i) Do them in the day-shift (to reduce over-time).
(ii) Spread them over the year to even up the total work load of maintenance.
(iii) Plan them when equipment is not producing, i.e., during set up time, etc.
(iv) Ensure that PM consumes least productive time.
Fig. 13.2 shows a PM schedule:

7. Preventive maintenance records:
It is very necessary to keep records because they are the only reliable guides for measuring the effectiveness of the preventive maintenance programme. Only records tell us, what is the situation at present and where it is going. Good updated records, proper filing equipment and adequate clerical help are the backbone of PM programme.
Record keeping is also necessary:
(i) When budgeting for major overhauls.
(ii) When budgeting for general maintenance costs.
(iii) For finding equipment reliability.
(iv) For determining frequency of inspections.
(v) For preparing maintenance schedules.
(vi) For predicting equipment life.
(vii) For designing maintenance cost control systems.
(viii) For equipment replacement analysis.
(ix) For carrying out cost reduction studies (e.g., value analysis).
Guidelines to good PM records:
(i) Minimize the number of forms and entries.
(ii) Integrate PM system with other maintenance paper work systems in order to reduce administrative costs.
(iii) Account for costs of all primary PM inspection activities in order to show what exact costs are and how far the PM programme is justified.
(iv) Arrange for a periodic control report (weekly or monthly) to check on PM performance.
Records should show:
(i) Type of equipment and its description.
(ii) Whether it is a key item?
(iii) Name of the manufacturer.
(iv) Cost and date of purchase of the equipment.
(v) Location of the equipment in the factory.
(vi) Equipment identification (e.g., chassis) number.
(vii) Inspection of job specification reference number.
(viii) Estimated cost of inspection and the cost and data of planned repairs.
(ix) Breakdowns, their dates and reasons.
(x) Cost of breakdowns and other associated implications.
8. Storage of spare parts:
Spare parts are stored in order to reduce the loss of production time.
What spare parts to keep and how much to keep depends upon:
(i) The past experience.
(ii) Advice from plant manufacturers.
(iii) The cost of buying and storing the spares.
(iv) The cost of having idle plant waiting for spare parts in case of a breakdown or at the time of need.
(v) The ease or difficulty with which the spare parts can be made available when required.
(vi) Whether spare parts are standard or not.
Spare parts once procured should be stored adequately in order to locate them immediately at the time of need for this:
(i) Spare parts should have stamped code number.
(ii) The stock card may be identified by this number.
(iii) The bin or rack, in which the part is lying, should have its location reference number recorded on the stock card.
(iv) Spare parts for an equipment may be grouped together and referred to by their plant number.
(v) For locating a part, the storekeeper would first check the stock card bearing the plant number and take down the bin (or storage rack) reference number. Then, by the code number of the part, he will identify the required spare part from the many parts lying in that bin.
9. Control and evaluation of PM:
A PM programme be coordinated and must remain under control at all times.
To maintain control of the PM programme, the following measures should be take:
(i) Periodic review of PM programme with the operating department.
(ii) Review of monthly reports of PM inspections.
(iii) Analytical approach to the evaluation of PM. Analytical approach makes use of following relations:
(a) Inspections incomplete/ Inspections scheduled x 100 = 10% Max.
(b) Job resulting/Inspections completed x 100 = 20 to 30%
(c) Hours worked as forecast jobs/Total hours worked x 100 = percentage of performance
When plotted, percentage of performance should have a trend either increasing or stabilized above 80%.
Advantages of PM:
1. Reduced breakdowns and connected down-time.
2. Lesser odd-time repairs and reduced overtime to the maintenance work-force.
3. Greater safety for workers.
4. Fewer large-scale and repetitive repairs.
5. Low maintenance and repair costs.
6. Less stand-by or reserve equipment, and spare parts.
7. Identification of equipment requiring high maintenance costs.
8. Lower unit cost of manufacture.
9. Better product quality and fewer product rejects.
10. Increased equipment life.
11. Better industrial relations because production workers do not face involuntary lay-offs or loss of incentive bonus because of breakdowns.
(d) Predictive Maintenance:
It is comparatively a newer maintenance technique.
It makes use of human senses or other sensitive instruments such as:
Audio gauges,
Vibration analyzers,
Amplitude meters,
Pressure, temperature and resistance strain gauges, etc., to predict troubles before the equipment fails.
Unusual sounds coming out of a rotating equipment predict a (coming) trouble; an electric cable excessively hot at one point predicts a trouble. Simple hand touch can point out many unusual (equipment) conditions and thus predict a trouble. In predictive maintenance, equipment conditions are measured periodically or on a continuous basis and this enables maintenance men to take a timely action such as equipment adjustments, repair or overhaul. Predictive maintenance extends the service life of an equipment without fear of failure.
Schedule of Plant Maintenance:
Maintenance scheduling follows a similar procedure to that outlined for production. It is required to know that how long a job will take, when it should be done and if resources are available. Scheduling means determining calendar inspection dates that will fulfill the frequency requirements in the most efficient way.
Scheduling:
(1) System should be clear, precise and easy to operate,
(2) Should be based upon accurately determined time standards,
(3) Should be finalised in consultation with production department so that the equipment for maintenance purposes can be spared,
(4) Should aim at creating a balanced work load on each trade section in the department, that is, each section should be evenly loaded. Maintenance schedule should be flexible.
Maintenance schedule should:
(1) Be such that, the maintenance work can be carried out during lunch hours, between shifts or at weekends etc.,
(2) Take advantage of planned machine stoppages such as tool changes, loading and unloading of job etc.,
(3) Plan major repairs and overhauls during holidays,
(4) Make use of reserve plant if the need arises.
Procedure:
The scheduling of maintenance work involves essentially two steps:
1. Preparation of master maintenance schedule.
2. Preparation of Detailed weekly or daily schedule.
Master maintenance schedule indicates the nature and magnitude of each repair and construction task segment of maintenance for a specified time span.
Considering total man hours needed for each task segment and the manpower available, the distribution of jobs (that will give reasonable man loadings, and can be accomplished) is done. A master schedule is flexible and a cushion always exists to accommodate, unanticipated tasks and jobs which are lagging behind schedule. Detailed schedules are prepared by breaking overall time spans allocated under master schedule.
Detailed weekly work schedule provides information to each craft and shop regarding the task to be carried on each job for each day in the coming week. Detailed scheduling requires records of work capacity of each section of the maintenance department and of the maintenance department as a whole. Like master schedule, the detailed schedule should also be flexible and able to accommodate emergency jobs. Detailed schedule may be issued to concerned persons every day or near the week-end.
Maintenance schedule of each machine may be prepared and it will indicate the list of works which must be carried out (together with the frequency) and will contain servicing, adjustments, lubrication details and particulars of replacement work. Fig. 13.3 shows the schedule of maintenance.
 Scheduling Tools (Devices):
Scheduling Tools (Devices):

They are classed as:
1. Visual charts.
2. Scheduling boards.
3. Individual cards.
1. Visual chart is shown in Fig. 13.3.
2. Scheduling boards.
3. Individual cards.
As compared to scheduling board, individual cards contain more written details and can be used for historical records.
Standard Data for Plant Maintenance:
No maintenance programme can be accurately developed and maintained without various standards such as:
(i) Time standards which indicate the time to complete a maintenance job.
(ii) Lubrication standards which mark the interval between lubrications, etc.
Purpose:
Maintenance standards are used for:
(i) Planning and scheduling maintenance work.
(ii) Providing fair number of maintenance-men.
(iii) Measuring the output or effectiveness of performance of maintenance—men.
(iv) Providing incentive earnings for maintenance—men.
Setting and Using Standard Data:
Owing to the variable, non-repetitive nature of maintenance work, a great deal of technical study is required before the standard data assembled represents sufficient coverage of the work to do effective planning. Standard data derived from time studies is probably the most widely used system for applying sophisticated labour control to maintenance departments. For an individual concern, to collect standard data, would require many engineering hours and thus make it prohibitive because of initial cost.
However, there are management consulting firms who have assembled standard data (for maintenance) and have established programmes that are available to clients for installation of maintenance controls. Table 13.1 gives an example of Maintenance Standard Data.


Table 13.2 shows the method to calculate the time required to install a machine with the help of standard maintenance data.
Advantages of Using Standard Data for Maintenance Control:
1. Consistent estimating of maintenance jobs.
2. Elimination of delays through improved scheduling.
3. Improved supervisory controls.
4. Alternate methods of maintenance can be properly weighed and compared.
5. Determination of labour content for each craft provides proper coordination of crafts.
6. Through application of maintenance standards and proper estimating, the work backlogs can be adjusted as required.
7. Through controlled means, the fluctuations in maintenance requirements are handled properly.
8. Standard data forms a basis for accurately evaluating, forecasting and controlling maintenance expenditures.
Some Recent Developments in Plant Maintenance:
In recent years there has been a tendency to use a variety of management techniques for plant maintenance.
These techniques have led to:
(i) An increase in maintenance efficiency.
(ii) Reduced maintenance costs.
(iii) Improved services.
(A) Use of Work study:
Work study can improve maintenance scheduling and eliminate a great deal of frustration and anxiety on the part of production supervision.
(B) Use of Network Planning Techniques:
(i) CPM has enabled some firms to cut their downtime by 20 to 30%.
(ii) Maintenance costs have been cut down.
(iii) Plant utilization has been raised.
(iv) CPM is very useful for planning and control of large maintenance projects.
(v) Dramatic reductions in time (about 70%) were experienced with the overhaul of generating plant by Central Electricity Generating Board in Great Britain, by using network planning techniques.
(vi) When applied to the maintenance and overhaul of a refinery, PERT reduced its shutdown time from 18 to 16 days and thus added 90,000 barrels to its production volume.
(C) Use of Operations Research:
Operations Research handles maintenance problems such as the economic level of spare parts or when to replace an item, etc.
(D) Use of Computers:
Computers when used for managing maintenance problems provide more efficient operation and control. Computers can prepare maintenance work orders giving accurate work order descriptions and job timing.
The following improvements over manual systems of PM have been claimed by using a computerized system of preventive maintenance:
(i) Eliminated human error in preparing work order, etc.
(ii) Reduced cost of keeping records of equipments, etc.
(iii) Reduced premature replacement of parts.