
Read this essay to learn about:- 1. Concept of Work Measurement 2. Steps in Work Measurement Procedure 3. Objectives 4. Techniques.
Essay # 1. Concept of Work Measurement:
Attempts to measure work and to establish work standards have always aroused reactions, promoted criticism and generally been the subject of considerable controversy both from managements and workers.
Workers feel that determination of standards may lead to more effective control and they may have to do hard work for lesser pay, where-as, management feels that use of standards may lead to hard work by workers which may need more pay and thus higher wage bills.
Application of techniques designed to establish the time for a qualified worker (physically and mentally fit to undertake a job for which he possesses necessary skill and knowledge) to carry out a specified job at a defined level of performance is known as Work Measurement.
ADVERTISEMENTS:
It is some sort of time study, which attempts to determine the amount of time required to perform a task by an operator following a prescribed method. In Bedeaux approach each observed time is adjusted by a factor depending upon whether the worker had been working below or above the standard rate.
The concept of time study can be termed as basically inaccurate and ill-conceived time study. Time study is a work measurement technique for recording the times and rates of working for the elements of a specified job carried out under specific conditions and for analysing the data so as to obtain the time necessary for carrying out the job at a defined level of performance.
Essay # 2. Steps in Work Measurement Procedure:
The following are the main steps in work measurement procedure:
I. Selection:
Time study follows a previous method study and so there is no selection problem. There is no selection problem.
ADVERTISEMENTS:
There is no point in establishing times for inferior methods of doing work because:
(a) Objective of work-study to increase productivity is not full-filled.
(b) Workers may improve methods themselves and invalidate the time study.
(c) Inferior work methods may be changed at a later date. It is always observed that the time spent in the preparatory stages of an investigation is always valuable for investigation.
II. Obtain all Necessary Information:
ADVERTISEMENTS:
The conditions required to perform some work should be recorded. This information should be in terms of worker, machines, material, layout, quality, standard etc.
III. Divide the Job into Elements:
The division of jobs into elements is necessary due to following reasons:
(i) Provide better understanding of the nature of job and also attracts to the attention to the work method.
(ii) To break up the time study exercise into group/parts of manageable size which facilitates accurate study.
ADVERTISEMENTS:
(iii) A worker may not work at the same pace through-out a job, and overall rating may therefore be misleading.
(iv) To distinguish between different types of works e.g. factors causing fatigue to provide allowances.
(v) To isolate machine elements from man elements.
Jobs may consist of:
ADVERTISEMENTS:
(i) Constant and variable time elements depending on weight, size etc.
(ii) Consists of manual or machine elements.
(iii) Repetitive and
(iv) Occasional or even foreign elements.
ADVERTISEMENTS:
A clearly well defined beginning and end point should be known to identify the elements.
The elements of a job should be:
(a) As short as possible so that these can be conveniently timed by some instrument.
(b) Elements should be unified and if possible elements consisting of logical sequence of basic motions should be used.
ADVERTISEMENTS:
(c) Constant and variable elements should be separated to assist in the generation of data in subsequent studies.
(d) Regular and irregular elements should be separated so that time allowances to cover these task can be provided. Also for allocation of proper allowances, elements involving heavy and fatigue work should be separated.
IV. Time the Elements:
Stopwatch is the most conventional mean for timing the elements. Times are read off and element durations are calculated by subtraction in the case of stopwatch moving continuously. In fly back timing records the duration of each element separately, the watch is zeroed after every element.
A pre/printed form is normally used to record the observations and the stopwatch is generally mounted over this sheet. Time recording needs considerable skill, attention, alertness etc. To watch the worker, manipulate the watch and record the time.
V. The Number of the Cycles to be Timed:
We must record sufficient readings to be reasonably confident of an accurate result.
The number of accurate observations required depends upon:
ADVERTISEMENTS:
(i) The variation in the times of the element.
(ii) Degree of accuracy desired
(iii) The prescribed level of confidence.
VI. Rating the Operator:
Tempo of working is normally characterized by the speed, effort, knowledge of the job and pace of working. It is the performance of the operator judged against an observer’s own concept of normal performances. This determines that how long an operator should take to perform a job i.e. the time required to carry-out an element of work at standard performance.
It is a comparison of an actual rate against some standard rate. The standard rate corresponds to the average rate at which qualified workers will naturally work at a job by some specified method and applying themselves to work. It is function of physical conditions, type of labor, company policy etc.
In rating an operator a great amount of error can creep in due to biased judgment of the observer. Due to subjectivity involved in evaluation of performance rating, work analyst should be given a thorough training.
VII. Objective Rating:
ADVERTISEMENTS:
Here emphasis is laid on speed and difficulty experienced in performing a job. The operator is first rated according to speed of his movement irrespective of the nature of job.
Then an adjustment is made for the type of job taking into consideration:
(a) The amount of body used.
(b) The use of foot pedals.
(c) Eye-hand co-ordination.
(d) Handling requirements.
ADVERTISEMENTS:
(e) Weight of objects handled.
Standard table for adjustment are available for each factor.
VIII. Allowances:
Standard times for the elements or the job are necessary to provide allowances for compensating fatigue, personal needs, contingencies etc.
Allowances are generally given as a percentage of the basic element times and usually include:
(a) Relaxation allowance namely fatigue and personal.
(b) Contingency Allowance:
ADVERTISEMENTS:
Time required by the worker to perform all necessary and periodic duties which are not included in basic time e.g. reading drawing, cleaning machinery etc.
(c) Tool and Machinery Allowance:
Time for adjusting and sharpening tools, setting up equipment etc.
(d) Reject Allowance:
Proportion of defective items must necessarily be produced.
(e) Interference Allowance:
ADVERTISEMENTS:
Stoppage of two or more machines.
(f) Excessive work Allowance:
These are due to unforeseen temporary changes in the standard condition. The degree of acceptability of various allowances varies from organization to organization.
Typical allowance factors are:
(i) Normal personal needs,
(ii) Visual concentration,
(iii) Posture,
(iv) Physical efforts,
(v) Working condition viz. atmosphere, heat, noise etc.
This information helps in assessing the human effectiveness in a system and provides a basis for sound incentive policy.
Essay # 3. Objectives of Work Measurement:
(i) Target time for each job can be estimated scientifically. With this estimate realistic and manpower requirements can be prepared.
(ii) Sound comparison of alternative methods can be done by comparing their basic times.
(iii) Useful incentive schemes can be generated by linking these with target times.
(iv) Variance between actual time and the target time can lead to apply better control on the operations.
(v) It can lead to proper balancing of the work distribution.
(vi) Forecasts for future manpower and related costs can be made.
Essay # 4. Work Measurement Techniques:
There are two main techniques of work measurement:
(a) Analytic Estimation:
In this method the whole operation to perform any job is divided into a number of basic elements and the time taken by each element to do its job is recorded. Simultaneously the performance rating associated with that element is also observed.
The recorded times and performance rating for each element of a specified job are then analysed to get the required time. Knowing actual time and the corresponding performance rating for each element, one can calculate various time estimates by the relations.
The method is explained by the following examples.
Example 1:
After the application of appropriate work simplification techniques, a direct time study of a simplified job was undertaken and the following time elements in minutes were obtained:
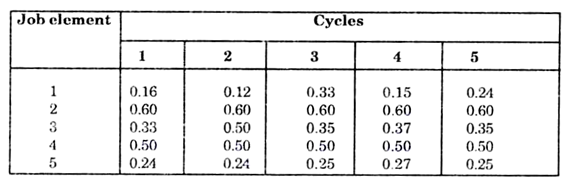
The following additional information was also determined about the jobs:
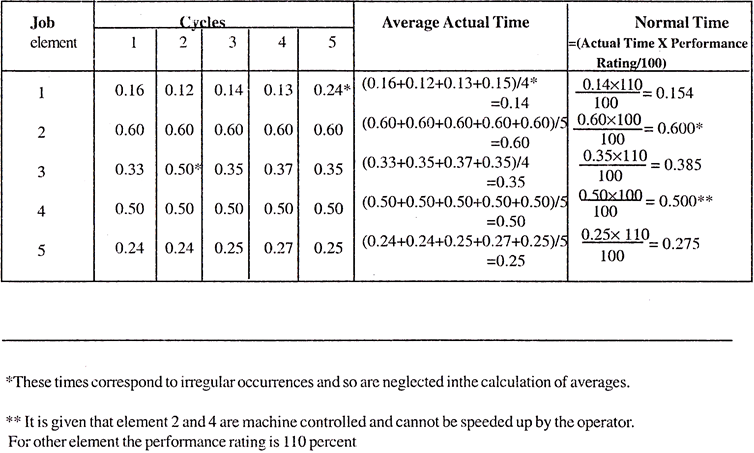
(a) Job elements 2 and 4 are machine controlled and cannot be speeded up by the operator.
(b) There were two irregular occurrences while timing i.e. jobs having more than 25% variation from average.
(c) He rated the operator at 110 percent when working.
(d) Personal allowance30 minutes a day. Unavoidable delay 20 minutes a day. Fatigue 10% of the operator’s actual physical working time.
(e) A shift is 8 hour long.
What should the standard minutes per unit be for this job?
What should the shift output standard be
Solution:
The actual time required to perform each job element and the normal time can be calculated in the following tubular form:
 Now the following calculations can be made from the table:
Now the following calculations can be made from the table:
(i) Normal machine controlled time = 0.6 + 0.5 = 1.1 mts.
(ii) Normal worker controlled time = 0.154 + 0.385 + 0.275 = 0.814
(iii) Standard machine controlled time = Normal time for machine /1-allowance = 11/1-(0.0625 + 0.047) = 1.23 mts
Allowance for personal time is 30 mts per 8 hours day i.e. 6.25% or .0625 per unit standard time. Allowance for delay is 20mts. For 8 hours i.e. 4.17% or .0417 per unit standard time. So total allowance = (.0625 + 0.0417)
(iv) Standard worker controlled time:
= Normal Time for worker/1-allowance x [(100 + 10)/100]
(given 10% allowance for fatigue)
= 0.814/1-(0.0625 + 0.0417) x (110/100)
= 0.999 mts.
(a) Thus standard time per unit part in mts:
= Standard worker Controlled Time
= 1.230 + 0.999
= 1.229 mts.
(b) Standard output in eight hour day:
= 480/2.229 = 215 parts per shifts
Example 2:
How many working minutes do you expect would take a worker to produce a part for which the time standard is 10 mts, if the allowance of this work is 25% of the normal time and the worker is rated at 80%?
Solution:
Here we have to calculate the Actual Time.
Now Standard Time= Normal Time (1 + Allowance)
10 = Normal Time (1 + 0.25)
... Normal Time = 10/1.25
= 8 mts.
Normal Time = Actual Time x Performance Rating /100
= Actual Time x 80/100
Actual Time = 8 x 100
= 10 mts.
Work Sampling:
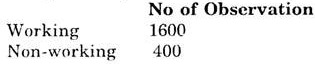
Here work values and delay intervals are determined by statistical sampling. The underlying principal in this method is that the number of observations is proportional to the amount of time spent in the working or idle state. The method is widely used on shop floor. Observations of random times during the day for a group of machines are made.
The recorded observations are used to give the following type of information:
The most common use of work sampling can be in estimation of different allowances needed to develop time standards.
Another important use of this method can be in determining resource utilization patterns. The use of work sampling can be illustrated by the example 3.
Example 3:
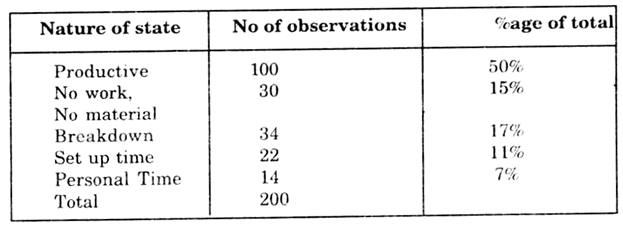
The following are the results of a work sampling study which took place over a 300 hour period during which the worker was observed while processing 27000 parts.
The worker when working was rated at 80% normal performance. For this type of work the usual allowances should be 10% of the total workday (8 hours). Find the standard number of units of the worker should process and hour.
Solution:
During the period of observation the percentage time for working and idle state can be calculate in the following way:

Now Actual working hours out of 300 hours
= 80% of 300
= 80 × 300/100 = 240 hours
So Normal Time = Actual Time × Performance Rating /100
= 240 × 80/100
Allowances are 10% of 8 hours day = 48 mts
Hence the allowance in 300 hours = 48 × 300/8 = 1800 mts.
= 30 hours.
Hence then standard time = 192 + 30
(b) Indirect Work Measurement Techniques:
I. Synthetic Timing:
Work measurement data is often classified and stored with possible use in mind and the process of reconstruction is known as synthesizing. This data is reliable and consistent since it has normally resulted from many studies over a period of time. Here there is no need of stopwatch as the data is already derived.
II. Predetermined Motion Time Studies (P.M.T.S.):
Here times established for basic human motions are used to build up the time for a job at a defined level of performance. A P M T system thus consists of a list of all motions that a worker can utilize in doing a job together with values for these motions at a specified level of performance and in some specified circumstances.
Standard number of units produced per hour
= 27000 /222 = 1222 parts per hour.
Various Time Estimates and Production Standards:
Every organization has some sort of standards based on their knowledge of the work and past performances This information can be used to prescribe various standards for a production process.
Standard Time:
Time required by an operator of average skill, who expends an average amount of effort and is working under average conditions. This kind of worker is usually said to be working at 100% efficiency.
Standard time = Normal Time + Standard allowance for personal time + allowance for measured delays normal to the job + fatigue allowance.
Uses of Standard Time:
(i) Establish minimum performance requirements i.e. how many parts assemblies can be produced per unit of time.
(ii) Control of labor costs.
(iii) Planning wage incentive schemes.
(iv) Product line balancing.
Mathematically
Standard Time = (Normal Time + Allowance x Normal time)
= Normal Time (1 + Allowance)
Here allowance is given as percent of Normal time.
If allowance is given percent of standard time, then Standard Time = (Normal Time + allowance x Standard Time) i.e. Standard Time = Normal Time/(1 – Allowance).
Actual Time:
It is the time actually taken in completing the desired task or job. If an operator works with 100% efficiency then actual time will be equal to standard time.
Uses of Actual Time:
(i) In method study.
(ii) In plant layout
(iii) Realistic setting of starting and finishing times of operations.
Normal Time:
It is the productive time needed to perform a task, Utilizing appropriate work method and work area layout and performing at a pace the firm defines as normal. Normal time is associated with a set of tasks and is determined by a process of actual measurement and pace adjustments.
Normal Time = Actual Time x Performance Rating/100
Or Normal Time = Time Worked x Performance Rating/Number of units produced
Level of Performance:
It is the rate of output achieved by a qualified worker as an average for the day. Due allowance being given for the rest.
Performance Rating:
A pace or performance level is selected as standard to perform certain job or task. An analyst observes this pace, compares it with various other paces and learns to judge pace level as percent of the standard pace.
In actual work measurement situation, the analyst simultaneously observes the actual time taken to do a particular work and rates the performance
Performance Rating = Standard Time/Actual Time × 100
Or = Units produced/shift/Standard Units Produced/Shift x 100
Two things are required for performance rating:
(i) An accepted standard for comparison,
(ii) An unit of measurement of scale.
Evaluation of performance rating is an abstract phenomenon requiring considerable judgment. Proper training and experience of the analyst is chief consideration. Most analyst rates each performance in the film and compares his rating with those previously established.
Fatigue and Relaxation Allowances:
Fatigue and Relaxation allowances are proportional to the exertion of physical and mental efforts in doing a certain work and also the nature of work place surroundings.
No truly scientific method exists for their computation. These can be approximated by careful study of working conditions and considering physiological and psychological limitations of human body. All kinds of work need some rest.
Fair allowance for fatigue can be 4% for men and 6.5% for women. Similarly minimum relaxation allowance can be 10% for men and 12.5% for women in an eight-hour day. Adjustments should be made for nature of the work and working conditions.
Delay Allowances:
There are always unforeseen inevitable delays in a production process. These may be due to change of tools, adjustment in machines, routine inspection etc. Time allowance of 5% can be provided for this account.