
After reading this article you will learn about:- 1. Selection of Material Handling Equipment 2. Maintenance of Material Handling Equipments 3. Characteristics 4. Classification.
Selection of Material Handling Equipment:
A wide variety of material handling equipment is in the market; some equipment are for general purpose use and others are of special purpose use. The choice of a particular equipment depends upon the specific requirements or the conditions of an industry.
Naturally, the best equipment will be one which permits smooth and continuous production flow, involves less accidents, reduces production cycle time, promotes better working conditions, incurs less fatigue to the operators and brings down the total material handling costs.
The following factors may be considered while selecting a material handling equipment:
ADVERTISEMENTS:
(a) Material to be moved:
The size of material, its shape, weight, delicacy, nature (solid, liquid, gas) and its chances of getting damaged during handling, etc., should be considered.
(b) Plant buildings and layout:
Widths of aisles, inequality in floor levels, width of the doors, height of the ceiling, strength of floor and walls, columns and pillars etc., to a great extent influence the choice of a material handling equipment. For example, low ceiling heights may not permit stacking of palletized materials, weak roofs limit the use of overhead conveyors and steps between two floors will not allow trucks to operate.
ADVERTISEMENTS:
(c) Type of production machines:
Different machines have different outputs per unit time. The material handling equipment should be able to handle the maximum output.
(d) Type of material flow pattern:
A vertical flow pattern will require elevators, conveyors, pipes etc., whereas horizontal flow pattern will need trucks, overhead bridge cranes, conveyors, etc.
ADVERTISEMENTS:
(e) Type of production:
The type of production affects to a large extent the selection of the material handling equipment. Conveyors are more suitable for mass production on fixed routes and powered trucks for batch production; because conveyors though costly, can handle more volume of production per unit time as compared to trucks, whereas a truck is more flexible equipment.
(f) Cost of material handling equipment.
(g) Handling costs.
ADVERTISEMENTS:
(h) Life of the equipment.
(i) Amount of care and maintenance required for the material handling equipment.
Maintenance of Material Handling Equipments:
The proper maintenance of material handling equipment is extremely essential for preventing the occurrence of bottlenecks or points of congestions. Production line flow can be maintained only if the material handling equipment is in the proper working order.
Preventive maintenance is by far one of the best maintenance techniques suggested for material handling equipment.
ADVERTISEMENTS:
By preventive maintenance, the equipment can be kept running thereby minimizing costly interruptions in the production schedule. A little periodic inspection and minor adjustments may be enough to prevent equipment breakdown.
Preventive maintenance consists of frequent inspections and examination of the material handling equipment, with special attention to the components requiring it. The aim is to uncover conditions leading to breakdown or harmful depreciation.
Preventive maintenance also includes lubrication, adjustment, or repair while the equipment is still in a minor stage of defect.
Three stages of preventive maintenance are:
ADVERTISEMENTS:
(a) Inspection,
(b) Repair, and
(c) Overhaul.
The maintenance system for a few material handling equipment like cranes, hoists, and conveyors has been discussed below:
ADVERTISEMENTS:
Hoists and Cranes:
(a) Inspection:
All parts, open or covered are inspected for wear and tear. Worn out or unworkable components like wire ropes, wheels, bearings, bolts, etc., are removed. Brakes are adjusted and lubrication is provided wherever necessary.
(b) Repair:
The repairable parts of the system, after inspection are corrected for small repairs and minor defects are rectified. Systems like open gear transmission, couplings, riveted, and bolted joints, trolley, brakes, guards, etc., may be repaired.
(c) Overhaul:
ADVERTISEMENTS:
Overhauling involves dismantling the complete-mechanism and replacing all damaged components. Crane structure, buffers, rails, open gear transmission, pulley blocks, etc., may be replaced and various sub-mechanisms may be aligned and adjusted.
Conveyors:
(a) Inspection:
Belts or rollers are inspected for tensions and wear and tear. Gear box is properly lubricated, various fasteners are tightened and safety guards are checked.
(b) Repairs:
Rollers and belts are checked, adjusted^ repaired. Couplings, packings, safety guards, steel structures, gear transmission, bearings, fastener joints, threaded components, etc., are adjusted or repaired as per their conditions.
ADVERTISEMENTS:
(c) Overhaul:
The conveyor system is completely dismantled. Components, worn out and beyond repair like belts, bearings, packings, oil seals, rollers, drums, fasteners, and couplings are replaced. Structures, safety guards, etc., may be repaired as per their conditions.
Repair Cycle:
A typical repair cycle may be as follows:
(a) New Equipment
(b) Inspection-1
ADVERTISEMENTS:
(c) Inspection-2
(d) Inspection-3
(e) Repair-1
(f) Inspection-4
(g) Inspection-5
(h) Inspection-6
ADVERTISEMENTS:
(i) Repair-2
(j) Inspection-7
(k) Inspection-8
(l) Inspection-9
(m) Repair-3
(n) Inspection-10
ADVERTISEMENTS:
(o) Inspection-11
(p) Inspection-12
(q) Repair-4
(r) Inspection-13
(s) Inspection-14
(t) Inspection-15
(u) Overhaul-1
This cycle involves 15 inspections, 4 repairs and 1 overhaul. The time duration between two stages say (c) or (d) and (e) may range from 1 month to 6 months or even more, depending upon the type of material handling equipment and the time for which it has been used.
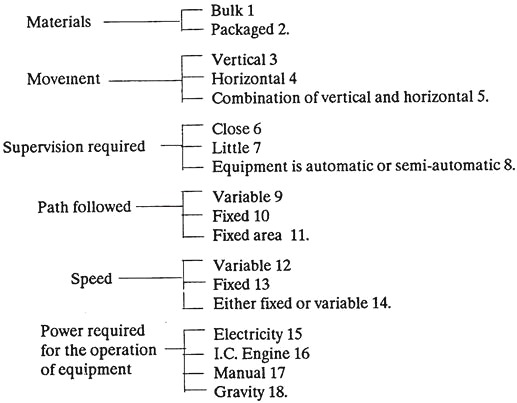
Characteristics of Material Handling Equipment:
Every material handling equipment possesses certain characteristics with respect to:




Classification of Material Handing Equipments:
(a) Industrial Trucks:

In FORK LIFT TRUCK (see Fig. 25.3) the forks are attached to a column on the truck. Forks can be lifted to the desired height along with the material (boxes, etc.) on them and the material can be stacked at the proper place, even very close to the roof. Fork lift trucks are used for short distances (40 to 70 metres) travel and find indoor applications normally.
(b) Cranes:
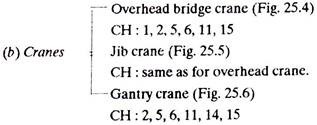


CRANES are employed for lifting and lowering bulky items and packages or cases. They find applications in heavy engineering and generally in intermittent type of production. They provide overhead movements. The crane hook can move in a rectangular area (overhead bridge crane) or a circular area (jib crane).
An overhead bridge crane finds applications in most of the industries, making engines, compressors, pressure vessels, foundries, steel mills, etc. A jib crane is preferred where lifting of the jobs is required in a few locations only or where bridge crane cannot be erected; for example, outside near the wall of the building. In a jib crane the hoist unit may be mounted on an I-section jib which is in turn supported on a column. A gantry crane acts as an auxiliary to bridge crane. It is on wheels and can be moved at the place of use.
(c) Hoists:
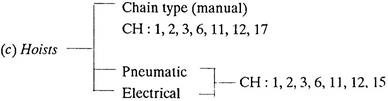
HOIST may be mounted on a single rail. It finds applications in wire drawing and many other factories employing chemical cleaning of material, etc.

(d) Monorail:
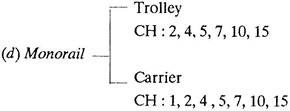
MONORAIL is an I-section beam attached to the ceiling and having either a trolley or carrier moving along it. The material can be transferred from one place to another along the beam. It is employed for intermittent type material handling in machine shop and other shops.
CONVEYORS are employed to transport materials, over a fixed path which may be horizontal or inclined (up or down), to different locations in a factory. They prove economical if the flow of material is continuous.
In a belt conveyor, the belt may be flat or of trough shape to hold (granular) materials which may tend to fall from the flat belt. The belt material maybe rubber covered canvas, steel, plain fabric or woven wire (high temperature use). A fixed conveyor is used on the mass production shop floor whereas portable conveyors are preferred for intermittent jobs like unloading of a freight car, etc.
(e) Conveyors: 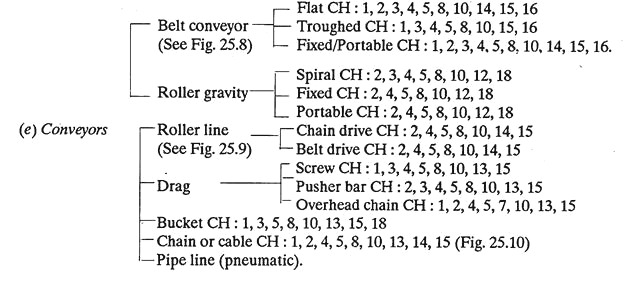

Roller conveyors may be gravity aided or powered and are employed for transporting products having flat bottoms. Bigger jobs can be handled as they are, whereas small items are put in boxes, tins or pallets before being transferred. Roller conveyors can move the material along straight or curved paths.
Gravity type conveyors should be preferred as compared to line conveyors wherever practical. Gravity conveyor is easy to set up as it does not involve any power drive. Packages of hosiery goods, steel sheets, etc., can be transferred using gravity conveyors.

Belt conveyors are substituted for roller conveyors when the parts are small and are required to be transferred separately, from one station to another.
The mechanism of transporting the materials in a drag conveyor can be a screw (as in automatic feed in poultry farms), a pusher bar, a scraper (for moving granular or powder materials) or an overhead endless chain along a fixed path. The chain has chain links which push the material forward.
A bucket conveyor moves the granular materials or powder or liquid. The buckets may be mounted on a chain or belt.
A chain conveyor (Fig. 25.10) consists of overhead mounted endless chain. It is supported from the ceiling and has a fixed path to travel. It saves valuable floor space. The arrangement is such that the lifting mechanism (may be an electromagnet or a hook) lowers down for loading and unloading of the products.
Chain conveyors are used in refrigeration industries for painting and plating of the refrigerator shells. In another application a telescopic mast (pole) may join its upper end with the overhead chain conveyor and the lower end with a trolley; so that as the endless chain moves, the trolley (with the material in it) also moves in the direction in which chain travels.

Pipe line conveyors are used for transporting granular (wheat) or pulverized materials (salt) through the pipes. Gravity or air flow moves the material ahead.
(f) Slides and Chutes:

They transfer small jobs which can slide down under gravity. Vibrating slides transport materials up an incline also (cigarette factories). Chutes have sheet metal or roller base for transferring components down the incline. Chutes generally feed parts (which they receive from, say sheet metal presses) to the conveyor which takes the parts to their destination.
(g) Lifts:
In multistorey plants, material is lifted up and transported by lifts. It is a fast and flexible equipment for floor to floor travel. Buckets or trays can be mounted on the endless chain running from the ground floor to the top floor. The material can be loaded in the trays automatically.
(h) Tractors and Trailers:
Tractors, three wheeled or four wheeled (CH: 1, 2, 4, 6, 9, 12, 15, 16) employ I.C. Engine drive and are generally used for outdoor applications. Material is loaded in the trailers (CH: 1, 2, 4, 6, 9, 14) which are attached to the towing tractor. Trailers can either be uncoupled from the tractor train, or the material loaded in them can be dumped out, at respective stations. Tractor train is very helpful in big industries.






















Principle of Unit Load and Concept of Containerization and Palletization:
It is easier and faster to move hundred small parts say castings or cardboard sheets by grouping them in one unit than moving them individually one by One. This principle of unit load can also be explained like this.
If the bearer of a hotel removes cups, plates and other crockery from a table by placing them in a tray, it is called material handling by unit loads. Definitely, he would have spent much more time and efforts in removing all the crockery by one cup or one plate at a time.
By using available machines (like one for strapping steel strips around cotton bales), fork lift trucks, skids and pallets (see Fig. 25.33), it is easy to handle materials in unit loads and stack them neatly and properly (even as high as the ceiling) thereby reducing the storage space requirements.

Depending upon the types of items to be transferred, a suitable pallet can be designed. For example, items irregular in shape and liable to be damaged by crushing utilize a post pallet (See Fig: 25.34) whereas small jobs can be placed in wire mesh box (See Fig. 25.35).


Containerization uses principle of unit load. In this system, big metal containers have number of small products filled in them. These containers are placed on the truck or in the trailers which are pulled by tractors or trucks.
Afterwards, the containers can be loaded on railway trailers and can be taken to places from where, with the help of cranes, they can be shipped. Items like refrigerators, air-conditioners or televisions can be sent to distant places using the principle of containerization. The system is much safer and involves a lot of saving.
